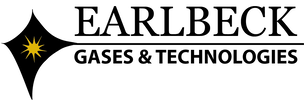
| AWS A3.0(2010) Standard for Welding Terms and Definitions defines a weld joint as “the junction of the workpieces that are to be joined or have been joined.” So basically a weld joint forms when 2+ materials come together with a welding process. This can be with or without the addition of filler material. There are several types of weld joint designs, and each is tailored to a specific application, so joint design determines which type of weld you should attempt. Let’s delve into the five basic types of weld joints- read on for insights that will help you achieve a high quality weld! A butt joint is a common type of welding joint formed when two workpieces are placed in the same plane and their sides are joined by welding. This type of joint is widely used in pipeline and structure manufacturing due to its ease of preparation and various variations. Some examples of butt weld joints include Single U, Double U grooves, Single V, Double V, Single bevel, Double bevel, and Square. During the welding process, the area of metal that’s melted is called the faying surface, and it is shaped through edge preparation before welding to enhance strength and appearance. Proper edge preparation is crucial and depends on factors like groove shape, gap width, and layering. Thicker sections require grooves for full penetration welds, while thin sections can achieve this with a square butt joint. The choice between beveled and square edges depends on the application and material thickness. Beveled edges create stronger welds but require more material and time. Common Defects: Porosity, burn-through, incomplete penetration, and cracking. These defects can be prevented by modification of the welding variables.  A corner joint is created by welding two workpieces at a 90° angle, forming an L shape. This type of joint is straightforward to assemble and typically requires minimal, if any, edge preparation. There are two main types of corner joints: open and closed. In a closed corner joint, one workpiece's edge aligns flush with another's, while in an open corner joint, the edges meet at the corner with a visible gap. Corner joints are often used for square frame projects. The choice between open and closed corner joints depends on material thickness and the required strength for the application. When welding thinner materials with an open corner joint, consider increasing the travel speed to avoid burn-through. Open corner joints result in a V shape, which may need more welding material based on material thickness. For closed corner joints, grinding the weld face is necessary to achieve a smooth transition from the weld to the base material. Common Defect: Post-welding distortion. To prevent distortion, consider using a fixture to hold the workpieces securely in place during welding.  A lap joint is created by overlapping two workpieces, and the weld forms at their meeting point. The extent of this overlap depends on the workpiece's thickness, with thicker materials requiring a greater overlap. Lap joints offer good mechanical properties, but it's crucial to ensure there are no gaps between the workpieces when welding. In some cases, you may need to choose between a butt joint and a lap joint. Lap joints provide more strength in high-stress areas, but they don't result in a flush contour, making them more visible than butt welds. Common Defects: Distortion and burn-through. When working with thinner materials like sheet metal, adjusting the amperage and increasing the travel speed can help prevent these issues  A Tee joint is created when two workpieces intersect at a 90° angle. In this type of joint, one workpiece's edge is welded to the center of another workpiece's flat surface, forming a T shape. It's also possible to form a Tee joint by welding a pipe or tube to a base plate. This joint is known for its high mechanical strength, especially when welded from both sides, and it finds applications in various fabrication tasks, including tubing, structural steel, and equipment. Welding Tee joints becomes relatively easy and require less joint preparation with the right parameters and techniques. It's essential to weld on the side of the joint that would experience stress, ensuring effective penetration. Failure could occur if the opposite side of the joint is subjected to load or impact. Welding on both sides will maximize strength. Tee joints can be conveniently welded in horizontal, flat, vertical, and overhead positions. When working with a 90° Tee joint, a 45° work angle is recommended to achieve deep penetration on both workpieces. If welding dissimilar metal thicknesses, the focus should be on the thicker material to avoid defects. Common Defects: Lamellar tearing, which results from restriction within the joint. To prevent joint deformities, you can place a stopper.  Edge joints involve aligning the workpiece edges in a nearly parallel or parallel fashion to one another. These joints are typically applied in situations where the workpieces are not subject to stress. There are various types of edge joints, depending on how the edges are prepared for welding. Some of the applications for edge joints would be J-groove, U-groove, V-groove, Bevel-groove, Corner-groove, and Square-groove. These joints offer versatility in welding configurations to suit different requirements. Common Defects: Poor penetration. To prevent this use a groove edge preparation to allow adequate penetration or improve the overall weld joint rigidity
Ready to dive deeper into the fundamentals of welding and embark on an exciting career path? Or just want want to learn the basics for a home project? Earlbeck Technical Center is your ideal choice, get the knowledge and skills you need with hands-on training from the best! Take the first step by filling out the form below to receive our comprehensive guide and get in touch with a member of our staff!
|



 RSS Feed
RSS Feed
