
If you need to take a welding certification test, you might be wondering which test do I take? This is the big question. There is not a single welding certification test that will certify you to weld everything. Most welding certification tests are done under the codes written by AWS (the American Welding Society) or ASME (American Society of Mechanical Engineers.) There is a specific code written for virtually every application of welding- AWS has published 240 codes alone. Knowing which code to be certified to is essential, as welders are only certified to weld within the code parameters of the test they have taken.
There are two common scenarios in which someone will seek certification- you would like to add to your credentials, or it is required for a specific job so let's discuss! |

If you would like to get a certification to add to your credentials, you should seek a certification that would cover you for the type of welding you most frequently use. You will need to know what welding process (Stick, TIG or MIG), material types and thickness, and what positions you will use in production.
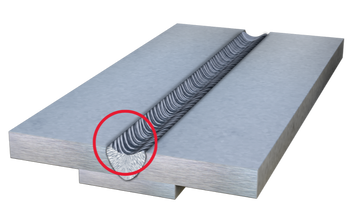
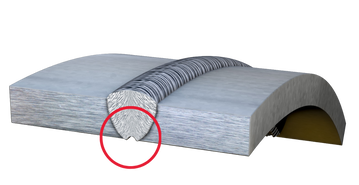
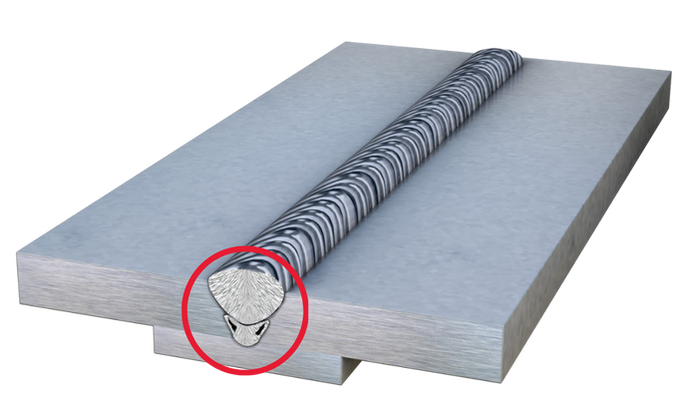
One of the most common welding codes is AWS D1.1, which covers structural steel welding like I-beams, channel, or a handrail. If you test and pass on a 3/8" thick plate, using a single vee groove with backing in the vertical position, you would then be qualified to weld in the flat, horizontal and vertical positions on 1/8"-3/4" thick steel members. The test is also offered in 1" thick plate which would also cover all positions, but with no limits on the plate thickness. If you are welding pipe that is being used to contain fluid or gas, such as a high pressure water line, then ASME Section IX is probably the way to go. If you test and pass on a 5" Schedule 80 (3/8" thick wall) steel pipe in the 6G (45 degree incline position), you will be qualified to weld 2.875" OD pipe, 3/4" wall thickness and less, in all positions. If neither AWS D1.1, nor ASME Section IX would cover the work you most commonly do, it is best to speak to a welding engineer or CWI to help with your selection. 
If you are seeking certification for a specific job, check the blueprints or project documents to see if a specific code is referenced and if there is not, please consult with the customer to determine which code they intend for you to use.
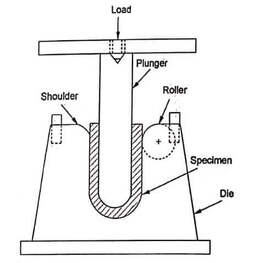
Once you have identified the code you will be working to, you will need to determine if you need to have a Welding Procedure Specification (WPS) written for you. All code work requires written welding procedures. A WPS is essentially the recipe for a weld. It documents the combination of variables that are to be used in production such as welding process, base material, travel speed, position, etc. Once the WPS is written, it will need to be tested to ensure that these variables are being combined to make a sound weld. The next step is to test each welder that will be welding in production using the parameters in the WPS. To go back to the recipe analogy, this is like a team of chefs being individually quizzed on their ability to follow through a recipe. Some codes have "pre-qualified" procedures, meaning they already have the recipe written for you, using known variables that have a long history of producing quality welds. Because of this, it bypasses the requirement for the WPS to be tested. However, it does not bypass the requirement for each welder to be individually tested following the WPS. Testing is still required for the WPS if any variables are changed from the accepted pre-qualified procedures.
|

 | |

















 RSS Feed
RSS Feed
